J’ai acheté ce fuselage avec deux canopées pour une somme vraiment dérisoire en 2019 (Début de construction pendant l’isolement COVID) C’est un fuselage JAMARA livré nu sans aucune gouverne ni aile. Tout a été réalisé empiriquement mais tout de même avec quelques calculs approximatifs. Les noyaux d’ailes en polystyrène ont été découpés au local du MACH-78 par Pascal D. (Après la mise au point définitive de la machine à couper au fil chaud) à l’origine, c’était un planeur pur, mais la transformation en planeur électrique s’est avérée nécessaire pour une plus grande autonomie de mise en oeuvre et de durée de vol. Les profils d’aile retenus sont les WORTMANN FX60126 – FX60100 – FX80080 de l’emplanture vers le saumon. (Database by courtesy of Pr Mickael SELIG) Ces profils sont mis en annexe au format .GIF à la fin du dossier photos.
1/ Mise en place et équerrage de la clef d’aile par rapport au stabilisateur.
2/ Installation radio du planeur pur.
3/ Installation radio du planeur pur.
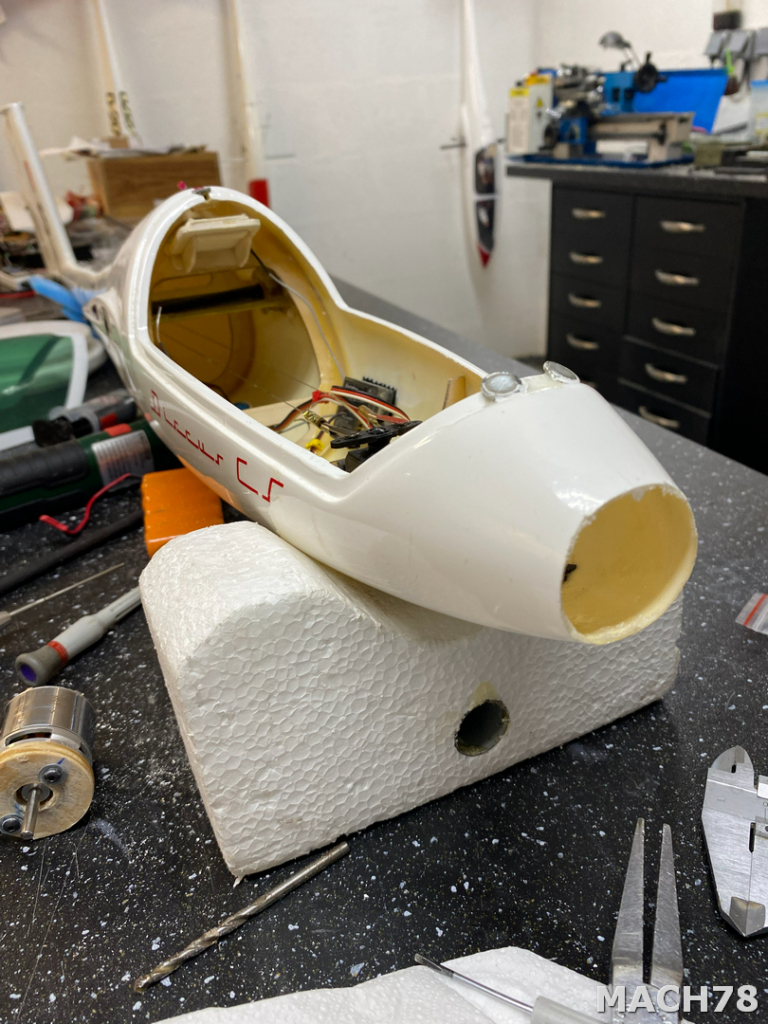
4/ Après démontage du dispositif radio, découpage du nez et mise au diamètre du futur couple moteur.
5/ Après démontage du dispositif radio, découpage du nez et mise au diamètre du futur couple moteur.
6/ Couple moteur en place et montage à blanc du moteur. Ce moteur est un EXTRON 2826/8 – 550 Watts avec variateur EXTRON iQ-50A
7/ Le montage d’hélice PICHLER et son hélice 12×8 AERONAUT carbone
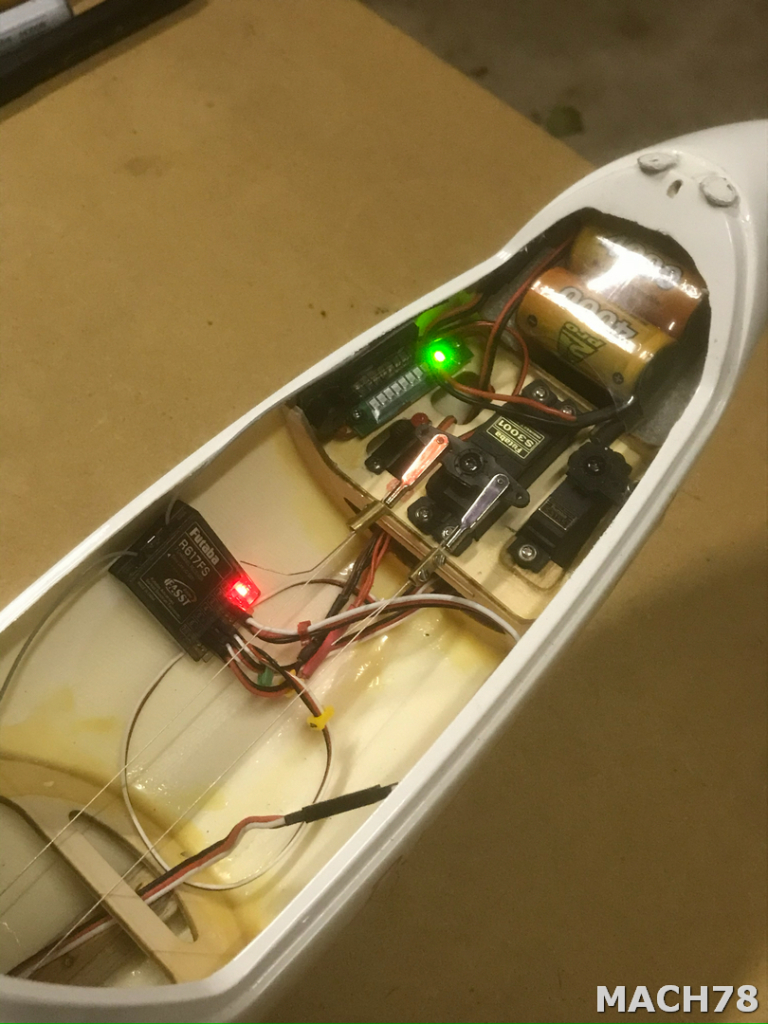
8/ Nouvelle installation radio avec accu LiPo 3000mA-3S. Le servo de direction et sa transmission par câble aller-retour. Le paquet de fils sur la droite de la photo n’est pas encore organisé, désolé. Il contient les différentes ferrites des fils d’ailerons et de volets de courbure ainsi que l’inverseur de signal pour les volets.
9/ Mise en place de la canopée pour ajustage.
10/ Fabrication du baquet de canopée et installation du pilote. (Merci à Alya, ma petite fille, pour sa participation active)
11/ Derniers ajustages pour une bonne aérodynamique de l’ensemble.
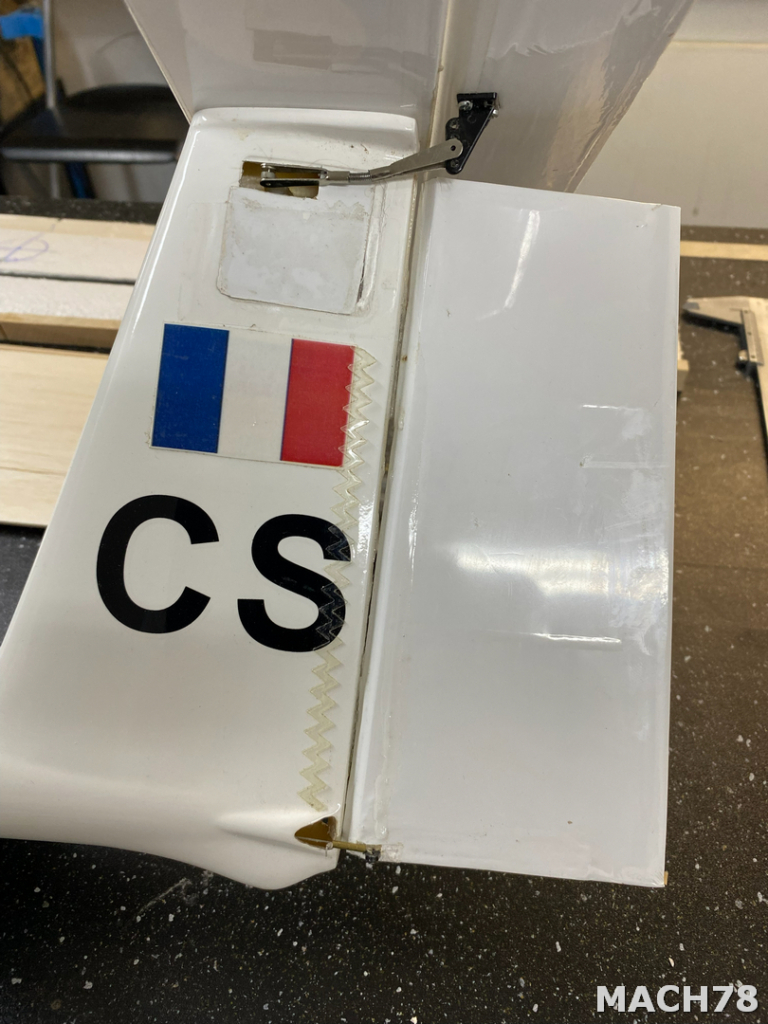
12/ Différentes vues de l’empennage et des systèmes de transmission des servos de direction et de profondeur.
13/ Différentes vues de l’empennage et des systèmes de transmission des servos de direction et de profondeur.
14/
15/
16/
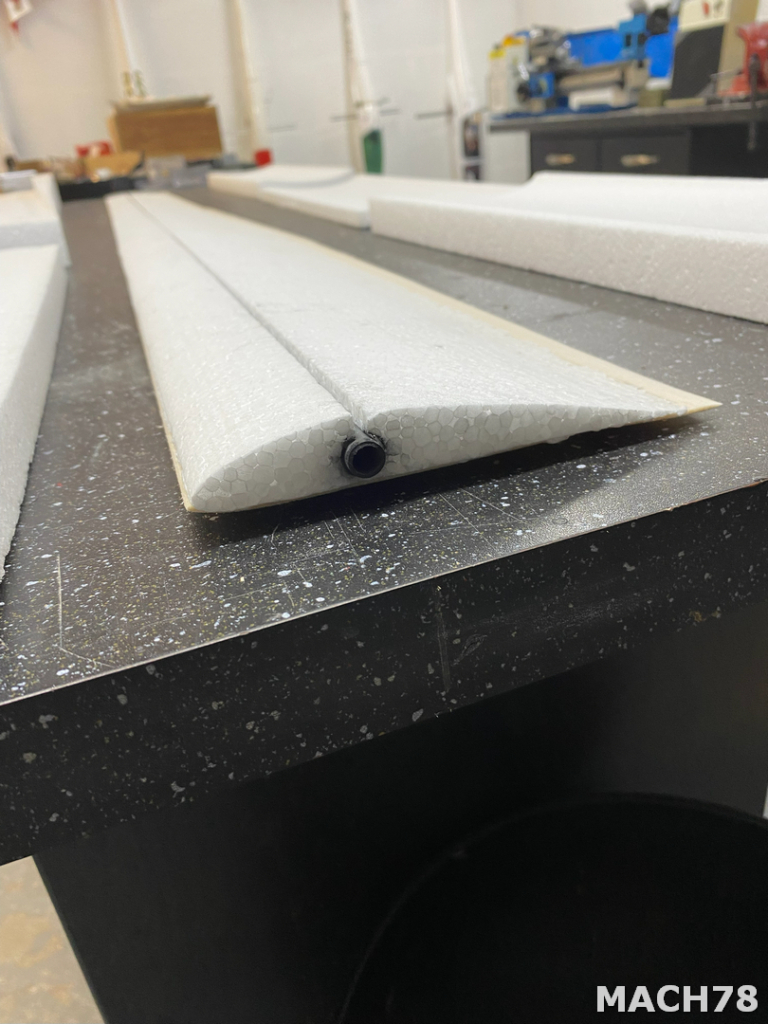
17/ Les noyaux de polystyrène après découpe au fil chaud. Ils sont en trois parties pour une envergure totale estimée de 3m20.
18/ Assemblage des parties 1, 2 et 3 et mise place du longeron en tube carbone pultrudé. Celui-ci est dégressif et d’un diamètre extérieur 10mm à l’emplanture vers un diamètre 6mm au saumon. Ce sont des tubes coupés à la cote et emmanchés les uns dans les autres et collés ensuite à l’époxy rapide. Coffrage de l’intrados en balsa de 1,5mm à la colle polyurétane expansive. Le temps de séchage nécessaire est d’environ 6 heures. Cette colle polyuréthane dégage énormément de solvant (de l’acétone) VENTILEZ LA PIECE pendant le séchage.
19/
20/ Mise ne place des gaines des fils de volets de coubure et d’aileron.
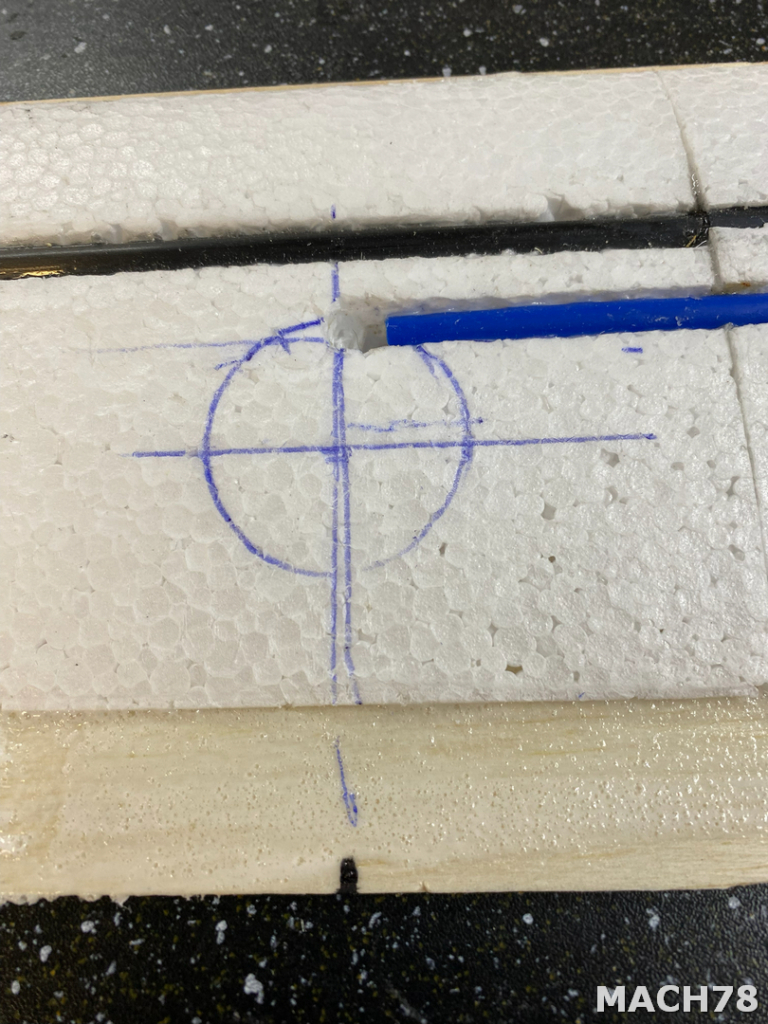
21/ Repérage du futur emplacement du servo de volet de courbure.
22/ Repérage pour le servo d’aileron.
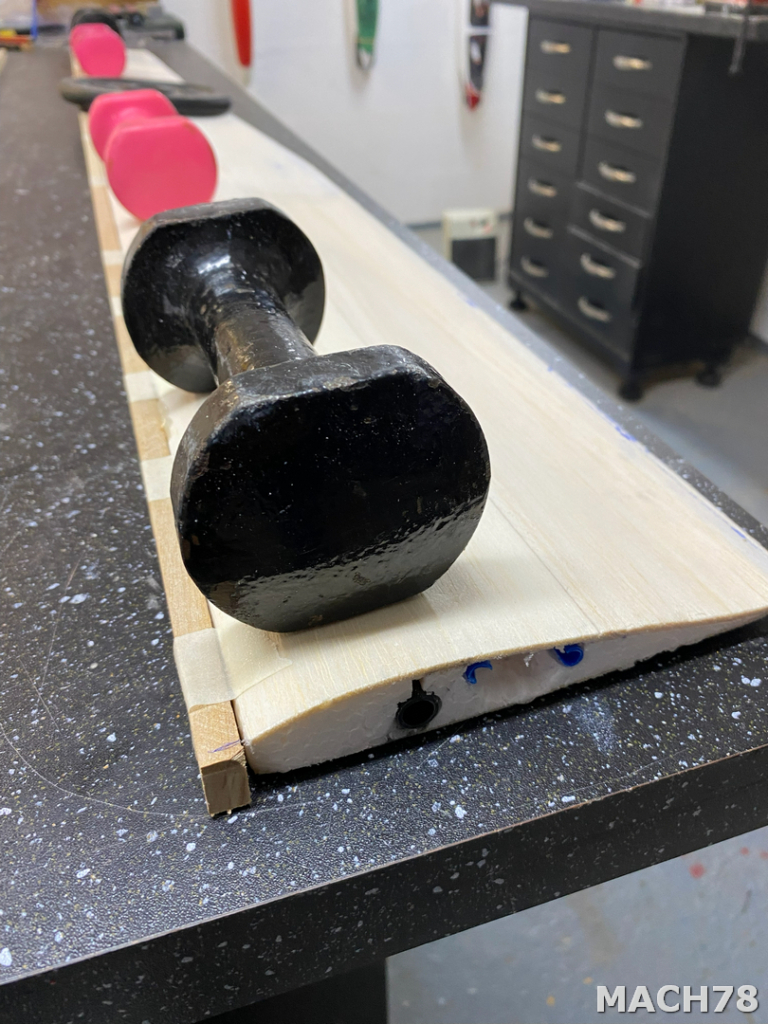
23/ Après coffrage de l’extrados à la colle polyuréthane, collage du bord d’attaque en hêtre dur de 15x8mm à la colle époxy lente (30mn). Le scotch à masquer qui maintient le bord d’attaque pendant la polymérisation est légèrement extensible et permet une bonne mise en place durant le séchage.
24/ Dégagement des puits de servo et traçage des ailerons et volets de courbure. Les fils de commande sont passés dans les gaines et maintenus au fond des puits par du scotch à masquer.
25/
26/ Les ailes en cour de finition. En bas à gauche la nervure en CTP aviation avant collage et ajustage et qui fermera l’emplanture.
27/
28/ Gros plan sur le profil WORTMANN FX60126 de l’emplanture.